











上質なものを選ぶために 金属プレス部品 では、サプライヤーの認証と品質管理システム、図面要件に対するサプライヤーの許容能力、サプライヤーが従う材料トレ...
業界ニュース
Jun 26,2026
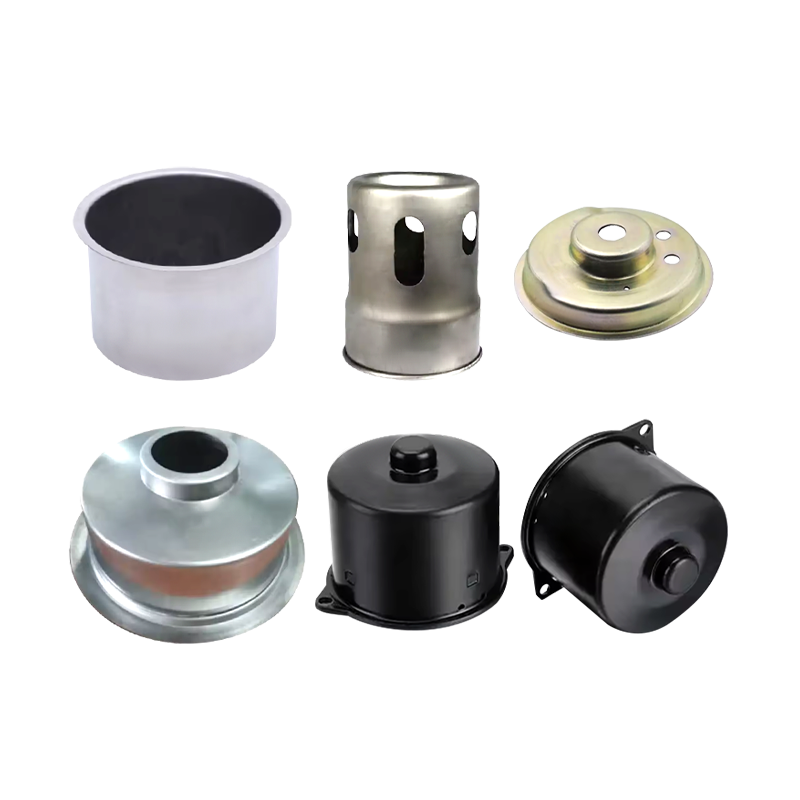
高品質の深絞り部品を選択するには?
品質の選択 深絞り部品 まず、譲れない原則が 1 つあります。 部品は、しわ、破れ、スプリングバックなどの欠陥がなく、寸法公差、材料仕様、表面仕上げの要件を満たしている必要があります。 これを一貫して達成するには、製造オーダーを出す前に、メーカーの材料調達、工具の精度、プロセス管理、品質検査能力をすべて評価する必要があります。このガイドでは、情報に基づいて自信を持って決定できるように、すべての重要な要素について説明します。
深絞りとは何か、なぜ品質が重要なのか
深絞り加工は、平らなシートのブランクをパンチによって金型のキャビティに絞り込み、カップ、シェル、または箱状の部品を製造する金属成形プロセスです。材料の無駄を最小限に抑えながらシームレスで強力かつ軽量なコンポーネントを製造できるため、自動車、航空宇宙、エレクトロニクス、医療機器、家庭用電化製品などの業界で広く使用されています。
ツーリングのクリアランス、ブランクホルダーの力、または潤滑のわずかな偏差でも部品が不合格になる可能性があるため、深絞り加工の品質は非常に重要です。 業界データによると、プロセス制御が不十分な場合、深絞り加工ではスクラップ率が 5% ~ 20% になる可能性があることが示されています。 、良品あたりのコストが上昇し、納期が遅れます。深絞り部品を外部のサプライヤーから調達する場合、高品質のメーカーと平均的なメーカーの違いを理解することで、サプライ チェーンを保護できます。
注文前に評価すべき主要な品質指標
サプライヤーと契約する前に、次の指標を体系的に確認してください。それぞれの部品は、受け取った部品が要求どおりに機能するかどうかを直接予測します。
材料認証とトレーサビリティ
評判の良い深絞りメーカーは、認定工場から原材料を調達しており、化学組成、降伏強度や伸びなどの機械的特性、ASTM、DIN、JIS などの規格への準拠を確認する材料試験レポート (MTR) を提供できます。 たとえば、低炭素鋼の伸び値が 30% を超える場合は、その材料が破損することなくきれいに引き抜かれることを示します。 サプライヤーがトレーサビリティ文書を作成できない場合は、危険信号であると考えてください。
工具の設計とメンテナンスの基準
ダイとパンチのセットは、製造されるすべての部品の形状精度と表面品質を決定します。高品質の工具は、通常、厳しい公差に従って製造されます。 ±0.01mm~±0.05mm - 硬化工具鋼または超硬で作られており、過度の摩耗を生じることなく数百万回のサイクルに耐えます。工具材料のグレード、一般的な工具寿命、および予定されているメンテナンス間隔については、サプライヤーにお問い合わせください。適切にメンテナンスされた工具は、生産工程全体を通じて一貫した部品寸法に直接つながります。
絞り比と肉厚均一性
限界絞り比 (LDR) は、破断することなく 1 回の絞りで達成できるブランク直径とパンチ直径の最大比です。ほとんどの軟鋼の場合、LDR はおよそ 2.0~2.3 。より深いジオメトリを持つパーツには複数の再描画操作が必要となり、それぞれの操作が複雑になります。熟練した製造業者は、各段階でブランクホルダーの圧力と潤滑を制御して、通常は肉厚の均一性を維持します。 公称肉厚の ±10% 。サプライヤーがサンプル部品の複数の点での厚さの測定値を文書化していることを確認してください。
一般的な深絞り欠陥と高品質サプライヤーがそれを防ぐ方法
潜在的な欠陥を理解することは、サプライヤーのプロセス制御能力を評価する際に、適切な質問をするのに役立ちます。
| 欠陥 | 原因 | 予防方法 |
|---|---|---|
| しわが寄る | ブランクホルダーの力が不十分です | 最適化されたブランクホルダー圧力制御 |
| 引き裂き・破損 | 絞り比過多または潤滑不足 | 多段絞り、適切な潤滑選択 |
| イヤリング | シート材料の異方性 | 平面異方性 (r 値) が低い材料の選択 |
| スプリングバック | 成形後の弾性回復力 | ダイのオーバーベンド補正とプロセス シミュレーション |
| 表面の傷 | 金型の粗さまたは潤滑剤中の汚染物質 | 定期的な金型研磨とクリーンな潤滑システム |
| 厚さの変化 | 不均一なブランクホルダーの力または工具の摩耗 | 定期的な工具の検査と力の校正 |
潜在的なサプライヤーからのサンプルをレビューするときは、適切な照明の下で部品に上記の欠陥がないか注意深く検査してください。寸法レポートと表面粗さ測定をリクエストしてください。高品質のサプライヤーが躊躇せずにこれらを提供します。
深絞り品質のための材料の選択
深絞り部品に選択される材料は、その成形性、強度、耐食性、溶接やメッキなどの二次加工への適合性を直接決定します。知識豊富なメーカーは、入手可能な最も安価なオプションだけでなく、用途に適した合金とグレードの選択をお手伝いします。
一般的に使用される深絞り材料
- 低炭素鋼(DC01~DC06): 最も広く描かれている素材。 DC04 および DC05 グレードは 38% ~ 40% の伸び値を提供し、深いカップやシェルに最適です。自動車のボディパネルや家電製品のハウジングに広く使用されています。
- ステンレス鋼(304、316): 優れた耐食性を発揮します。グレード 304 は最も一般的な深絞りステンレスですが、加工硬化が速いため、深い形状の場合は慎重な段階間焼きなましが必要です。
- アルミニウム (1100、3003、5052): 軽量で耐腐食性があります。合金 1100 は最も成形しやすく、3003 は成形性と適度な強度のバランスが取れています。航空宇宙および電子機器の筐体に使用されます。
- 銅と真鍮: 電気伝導性、熱伝導性に優れています。黄銅(C26000)は、絞り加工性に優れているため、電気コネクタや配管部品などに広く使用されています。
- チタン: 高性能の航空宇宙および医療用途で使用されます。特殊な工具、高い成形力、慎重な温度管理が必要です。
サプライヤーを評価するときは、そのサプライヤーが特定の材料に関して実際の経験があることを確認してください。ステンレス鋼を日常的に扱うメーカーは、焼きなましサイクルと潤滑プロトコルを調整しますが、主に軟鋼の経験があるメーカーは、より困難な合金に苦労する可能性があります。
寸法許容差と表面仕上げの規格
公差の指定と検証は、高品質の深絞りサプライヤーを選択する際の最も重要なステップの 1 つです。公差が厳しすぎるとコストが不必要に増加し、公差が緩すぎると組み立て不良が発生します。サプライヤーと協力して、公差を機能要件に合わせて調整してください。
深絞り加工における一般的な寸法公差
| 寸法タイプ | 標準公差 | 精度公差 |
|---|---|---|
| 外径 | ±0.10mm | ±0.03mm |
| 肉厚 | ±0.05mm | ±0.02mm |
| 部品の高さ/奥行き | ±0.15mm | ±0.05mm |
| 底面平坦度 | 0.20mm | 0.05mm |
| 表面粗さ(Ra) | 1.6~3.2μm | 0.4~0.8μm |
潜在的なサプライヤーに、以前のプロジェクトの初品検査 (FAI) レポートまたは PPAP 文書を共有するよう依頼します。これらの文書は、理想的な実験室環境だけでなく、実際の製造条件においてどれだけ厳密に許容誤差を保持できるかを示しています。
品質管理体制と検査能力
メーカーの品質管理システム (QMS) は、一貫した生産物のバックボーンです。本格的な深絞りサプライヤーは少なくとも、 ISO9001認証取得 これには、設計管理、受入材料検査、工程内モニタリング、最終検査、および是正措置のための文書化されたプロセスが必要です。一部の業界では、自動車用の IATF 16949 や航空宇宙用の AS9100 などの追加の認証が必要です。
探したい検査機器
- 三次元測定機 (CMM): サブミクロン精度の三次元寸法検証を実現します。複雑な形状や公差が厳しい場合に不可欠です。
- 光学コンパレータとビジョンシステム: 迅速なプロファイルと特徴の検査を可能にし、特に大量生産の実行に役立ちます。
- 表面粗さ計: 仕上げ品質を定量化し、部品が外観と機能の Ra 仕様を満たしていることを確認します。
- 硬度計: 絞り加工中の加工硬化が許容レベルを超えていないことを確認します。特にステンレス鋼やアルミニウム部品の場合は重要です。
- リークテスト装置: 流体またはガスの封じ込めに使用される部品の場合、圧力または真空リーク試験により、絞り加工されたシェルの完全性が保証されます。
サプライヤーの認定中に、施設ツアーまたはバーチャル監査をリクエストして、使用中の検査機器を観察してください。検査がラインの最終検査のみに限定されるのではなく、生産ワークフロー (工程内管理) に組み込まれているかどうかに注意してください。工程内モニタリングにより欠陥を早期に発見し、スクラップや再作業のコストを削減します。
サプライヤーの製造経験と能力の評価
技術的な機器も重要ですが、メーカーがプロジェクトにもたらすプロセスに関する深い知識も重要です。最良の結果は、お客様の部品を単なる生産作業ではなく、エンジニアリング上の課題として扱うサプライヤーから得られます。
サプライヤーの選択時に尋ねるべき質問
- 貴社のプレスはどのようなプレストン数範囲をカバーしていますか?また、私の部品が必要とするブランクサイズと絞りの深さに対応できますか?
- 以前に、私と同じ材料、同様の絞り比で部品を製造したことがありますか?
- ツールの設計と保守は社内で行いますか? それとも外部委託しますか?
- 最初の記事のリードタイムはどれくらいが一般的ですか?また、最初の記事の提出時にどのような文書を提供しますか?
- トリミング、ピアシング、溶接、表面処理などの二次加工を社内で実行できますか?
- 私の業界の顧客からの参考資料を提供してもらえますか?
製造履歴からの具体的な例を挙げてこれらの質問に自信を持って答えるサプライヤーは、一般的な保証で答えるサプライヤーよりも、高品質の部品を一貫して提供する可能性がはるかに高くなります。 寧波大盛金属製品有限公司 はこのアプローチを例示しています。金属スタンピング、深絞り、溶接を長年専門としてきた同社の経験豊富なエンジニアリング スタッフは、材料や工具の選択から精密部品の完成品に至るまで顧客と協力し、各生産段階で文書化された品質保証によってあらゆる仕様が確実に満たされるようにします。
試作と初品検査の役割
新しい深絞り部品を完全生産にリリースする前に、必ずプロトタイピングまたは最初の製品フェーズが必要です。この段階では、不適合の可能性のある部品が大量に製造される前に、お客様とメーカーの両方が、工具、プロセス パラメータ、および材料が期待どおりに動作することを検証できます。
徹底的な初品検査 (FAI) パッケージには以下が含まれている必要があります。
- すべての図面特性を測定および記録した寸法レポート
- 生産代表ブランク材の材料認証(MTR)
- 表面仕上げ測定報告書
- 重要な特徴の写真を含む目視検査レポート
- 該当する場合、機能テストの結果 (漏れテスト、硬度チェック、コーティングの密着性)
時間やコストを節約するために、FAI フェーズをスキップしないでください。 最初の記事で発見された問題は、何千もの部品が製造された後に発見された問題を修正するコストの数分の 1 で、ツールまたはプロセス レベルで修正されます。品質を重視するメーカーは、このステップをスキップするよう圧力をかけるのではなく、積極的にこのステップを奨励します。
二次加工と表面処理の品質
ほとんどの深絞り部品は、完成品の状態に到達するために 1 つ以上の二次操作を必要とします。これらの操作の品質は、描画プロセス自体と同じくらい重要です。二次的な作業を社内で行うサプライヤーがいると、取り扱い上のダメージが軽減され、リードタイムが短縮され、部品全体に対する責任が維持されます。
深絞りにおける一般的な二次操作
- トリミングとフランジ加工: 絞り加工時に発生する上端の凹凸(耳つき)を取り除き、正確な仕上がり高さを実現します。
- ピアスとパンチ: 描画されたシェルに穴、スロット、またはカットアウトを追加します。精密ピアスダイは、位置公差を±0.05 mm 以上に維持します。
- 溶接: 絞り加工されたシェルとブラケット、フランジ、またはその他のコンポーネントを組み合わせるアセンブリ用。 MIG、TIG、スポット溶接はすべて一般的です。溶接の品質は、目視検査、溶け込みチェック、引っ張り試験またはトルク試験によって確認されます。
- 表面処理: 亜鉛メッキ、ニッケルメッキ、粉体塗装、不動態化、陽極酸化は、耐食性と外観を向上させる一般的な仕上げです。サプライヤーの仕上げプロセスが RoHS、REACH、または市場に関連するその他の環境規制に準拠していることを確認してください。
- バリ取りと洗浄: スタンピングおよび絞り加工された部品には通常、バリや残留潤滑剤があり、最終検査および出荷前に除去する必要があります。
コストと品質: 適切なバランスを見つける
コストは常に要因ですが、純粋に価格だけで深絞りサプライヤーを選択するのはよくある間違いであり、コストが高くなります。部品の実際のコストには、単価だけでなく、スクラップ率、再加工労働力、検査時間、納期の遅れ、現場での潜在的な故障も含まれます。 品質認定されたサプライヤーから購入すると 15% 高いコストの部品でも、下流の障害や再作業のコストを考慮に入れると、合計で 30% ~ 50% のコスト削減を簡単に実現できます。
単価だけではなく、総所有コスト (TCO) を評価します。最新のプレス機、精密工具、校正された検査装置、認定された QMS に投資するサプライヤーは、運用コストが高くなります。そして、それらのコストが価格設定に反映されます。これらの投資はまさに、製品の信頼性とブランドの評判を守るために必要な一貫性と品質を生み出すものです。
見積もりを依頼する場合は、すべての公差、材料仕様、表面仕上げ要件、および適用される規格を明確に記載した完全かつ正確な図面を提供してください。仕様があいまいだと、手抜きや納品時の不愉快な驚きにつながります。
業界のアプリケーションと部品の複雑さに関する考慮事項
深絞り部品の品質基準は用途によって大きく異なります。部品がどこで使用されるかを理解することは、サプライヤーに指定する適切な品質要件を定義するのに役立ちます。
| 産業 | 代表的な部品 | 主要な品質要件 |
|---|---|---|
| 自動車 | ボディパネル、燃料タンク、フィルターハウジング | IATF 16949、厳しい厚さ公差、腐食保護 |
| エレクトロニクス | 筐体、電池缶、ヒートシンク | 寸法精度、EMIシールドの完全性、RoHS準拠 |
| 医療 | 手術器具ケース、インプラントハウジング | ISO 13485、生体適合性材料、Ra ≤ 0.8 µm、完全なトレーサビリティ |
| 航空宇宙 | 構造ブラケット、燃料システムコンポーネント | AS9100、認定材、NDT検査、ロットトレーサビリティ |
| 家庭用電化製品 | 調理器具、洗濯機のドラム、コンプレッサーのシェル | 表面仕上げ、寸法の一貫性、大量生産能力 |
経験豊富な深絞りスペシャリストと提携する理由
汎用金属成形業者と真の深絞り専門業者との違いは、部品に難しい形状、絞り加工が難しい材料、または厳しい公差が含まれる瞬間に明らかになります。スペシャリストは、プロセス シミュレーション、アプリケーション エンジニアリング、ツーリング設計の専門知識、さまざまな業界で製造に成功した部品の文書化された履歴をすべて 1 つの屋根の下で提供します。
寧波大盛金属製品有限公司 は、この統合された専門知識をあらゆるプロジェクトに提供するメーカーです。幅広い業界の部品やコンポーネントの金属スタンピング、深絞り、溶接を専門とする同社の経験豊富なスタッフは、顧客と直接協力して適切な材料を選択し、効果的な工具を設計し、正確な仕様と高品質基準を満たす完成した精密部品を製造します。最初の設計レビューから最初の製品の承認、そして継続的な生産に至るまで、すべてのステップが、品質が重要なアプリケーションに要求される厳格さをもって管理されます。
深絞りコンポーネントのパートナーを選択するときは、最終アプリケーションを理解し、プロセスの能力と制限についてオープンにコミュニケーションし、文書化されたデータで品質主張を裏付けるサプライヤーを優先します。技術的な専門知識、透明性のあるコミュニケーション、証拠に基づいた品質保証の組み合わせが、信頼できる長期的な供給関係の基礎となります。
関連商品
お問い合わせを送信する
必要なときはお気軽にご連絡ください!
弊社のパートナーになりたい場合でも、製品選択や問題解決に関して専門的な指導やサポートが必要な場合でも、弊社の専門家がいつでも世界中で 12 時間以内に対応いたします。
お問い合わせPhone:+86 139-5824-9488
FAX :+86 574-86150176
E-mail: [email protected] [email protected]
Address: ユニット 2、ビルディング 19、Zhichuangzhizao Park、Chengdong Industrial Zone、Xiangshan、Ningbo、315705、Zhejiang、中国
金属プレス部品 相互に接続された 4 つのメカニズムを通じて生産効率を向上させます。複数の成形操作を 1 つの連続プレス サイクルに統合し、手動または機械加...
金属プレス部品 平らな金属シートまたはコイルを高速かつ低単位コストで正確な形状のコンポーネントに変換することにより、現代の製造において基礎的な役割を果たしま...
携帯
